EXERCISE 7 – INDUSTRIAL CONTROL SIMULATOR
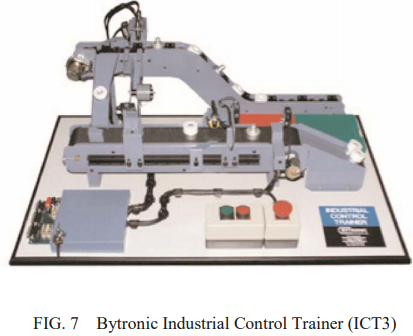
The Industrial Control Trainer is a mini-production line trainer. The system has been designed to realistically represent a component sorting, assembly and inspection process that can be controlled from virtually any Programmable Logic Controller with relay outputs or a PC with a suitable interface card. In principle, the unit is designed to sort an aluminium ‘peg’ from a plastic ‘ring’, then assemble these two components and check for correct assembly. The components are initially randomly placed on the chain conveyor and are lifted to a higher level. When the higher level is reached, the plastic components are detected by an infra-red emitter/detector and ejected by a solenoid down an assembly chute. The aluminium pegs, meanwhile, continue on the conveyor and are finally deflected down the feeder chute. From the feeder chute the aluminium components are automatically fed on to the belt conveyor.
An infra red emitter detector is used to determine whether or not the assembly ‘hopper’ is empty. If it is, a rotary solenoid is used to dispense a ring from the assembly chute into the hopper. The hopper is positioned just above the belt conveyor and, when the aluminium peg passes, the peg engages with the hole in the ring and the two are thus assembled. Inductive, capacitive, infra-red and fibre-optic industrial sensors positioned along the belt conveyor are used to check for correct assembly. Components that have not been assembled are ejected by a solenoid into a ‘scrap’ or ‘recycle’ bin while correctly assembled components pass into a finished parts tray.
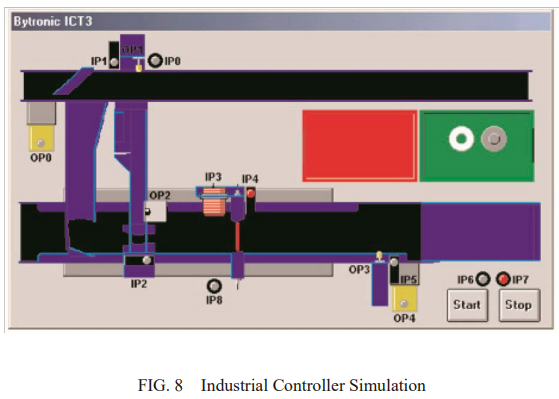
The Ladsim ICT3 simulation shows the Industrial Controller from above and performs as a slightly simplified representation of it. Rings and pegs are placed onto the chain conveyor from the green source hopper by clicking upon them.
When OP0 is on, the rings and pegs will move along the chain conveyor. IP1 detects the presence of any item in the sort area. Simultaneously IP0 detects the presence of a peg. Activating OP1 will push an item in the sort area down the ring chute. Pushing a peg into the chute will jam the system and cause an error. The simulation will then stop and you will be informed of the error. Rings that are not sorted from the chain conveyor continue along and are fed down the end chute onto the belt conveyor where they continue along the conveyor and should eventually be rejected. Rings that are sorted into the ring chute are held in place until OP2, the rotary solenoid, is activated. This loads a single ring into the hopper, holding any others waiting in the queue. When a ring is indexed into the hopper, IP2 activates to indicate the hopper is now full and the ring is lined up to load onto any peg passing beneath. If the rotary solenoid, OP2, is activated with the hopper already full, the hopper will jam and the simulation will halt. The ring chute can hold five rings in addition to one in the ring hopper; an attempt to push another into the chute will produce a warning that this latest ring will bounce off the waiting stack and continue along the chain conveyor.
OP4 activates the belt conveyor. Pegs on the belt conveyor automatically line up with the ring hopper. The inductive and capacitive sensors IP8 and IP3 simultaneously detect the properties of an item. IP8 detects metal and so is activated by either single pegs or assembled pegs.
IP3 detects the presence of an object adjacent to the sensor and is positioned in such a way that it only detects an assembled ring. Further down the belt, the through-beam sensor IP4 senses any passing item. At the end of the belt IP5 detects any item in the reject area. Activation of OP3 will push any item in the reject area into the red reject bin. A tally of assemblies that have entered the “accept area” and lone rings and pegs pushed into the reject bin should be kept. A complete control program should do the following:
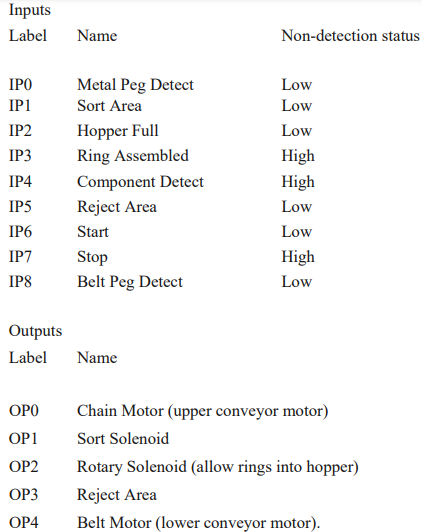
• Use the Start and Stop buttons IP6 and IP7 to activate and deactivate both the chain conveyor OP0, and the belt conveyor OP4.
• Use the Metal Peg Detect IP0 and Sort Area IP1 sensors at the sorting area to determine the identity of the item and by activating the Sort Solenoid OP1, sort the rings into the ring chute. Pegs should be allowed to pass, enabling them to continue down onto the belt conveyor.
• Use a counter to record the number of rings in the chute: when full (5 rings in queue), no further rings should be added.
• Activate the Rotary Solenoid OP2 to dispense rings into the assembly hopper when the Hopper Full sensor IP2 indicates that it is empty.
• Use the Belt Peg Detect sensor IP8 and the Ring Assembled sensor IP3 to determine whether the component is a correctly assembled part.
• Use the Component Detect sensor IP4 as an index to allow for multiple components on the belt conveyor.
• Use the Reject Area sensor IP5 to detect when a part is at the reject
area and determine from the data captured previously whether the
component needs to be accepted or rejected. Use the Reject Solenoid
OP3 to reject bad components off the conveyor.
Students succeed in their courses by connecting and communicating with an expert until they receive help on their questions

Consult our trusted tutors.








 Login | Sign Up
Login | Sign Up

